I have seen too many packing lines fail because of one simple mistake. Your boxes pop open, goods get damaged, and customers complain. It is frustrating when you buy good tape but it still peels off. Let me show you how to fix this using just a little bit of force.
You absolutely need to apply pressure because pressure-sensitive adhesives (PSA) require physical force to activate the bond. Without firm wipe-down pressure, the glue cannot penetrate the microscopic fibers of corrugated boxes or cut through dust, leading to weak adhesion and tape lifting during transit.
Many people think the tape is defective, but often, it is just physics working against them. Let’s look at why this happens and how you can ensure every box stays sealed.
How much pressure should I apply to ensure the tape bonds securely to my corrugated boxes?
I often see workers just slapping tape on a box without smoothing it down. This is a recipe for disaster. You need to understand that placing tape is not the same as bonding tape.
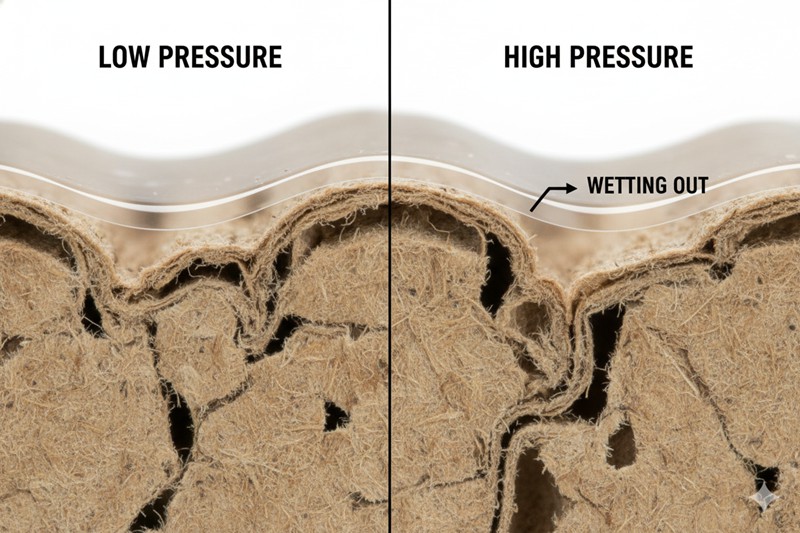
You should apply firm, consistent wipe-down pressure, ideally around 15 psi (1 kg per square cm), to ensure the adhesive flows into the fibers. Whether using a hand dispenser or an automatic machine, the goal is to create 100% surface contact, known as “wetting out,” to lock the tape onto the box.

To understand why pressure is so vital, you must change how you think about tape. Unlike liquid glue that cures by drying or chemical reaction, Pressure Sensitive Adhesive (PSA)1 tape is chemically “finished” when you buy it. It will not change its state. Pressure is the only “On” switch that activates the bond.
The “Wetted Area” Imperative
When you lightly place a strip of tape on a box, it might look like it is stuck. However, under a microscope, the tape is floating on top of the texture of the cardboard. We call this the difference between “apparent contact” and “real contact.” Without pressure, the tape might only touch 40% of the surface. This is not enough to hold a heavy box closed.
By applying firm “wipe-down” pressure—either by rubbing your hand over the tape or using the squeegee on a tape gun—you force the adhesive to flow into the microscopic “hills and valleys” of the corrugated box. This increases the contact area to nearly 100%. We call this “wetting out.” This full contact is the primary factor that prevents the tape from popping off later.
The Challenge of Recycled Boxes
This is even more critical today because of the type of boxes we use. Years ago, boxes were made of Virgin Kraft paper, which is smooth and has long fibers. Today, to save costs and be eco-friendly, most businesses use recycled cardboard, known as “test liner.”
Recycled boxes have shorter fibers and a much rougher, fuzzier surface. This “fuzz” creates a barrier. If you apply light pressure, the tape only sticks to the loose fuzz on top. It does not grab the solid box underneath. You need significantly higher application pressure on test liner to penetrate this debris layer and lock onto the solid fibers.
Practical Application Guidelines
Here is a breakdown of how to ensure you are applying enough pressure based on your method:
| Application Method | Common Mistake | Correct Technique |
|---|---|---|
| Hand Application | Placing tape and pressing only the ends. | Rub the entire length of the tape firmly with your palm or a cloth. |
| Tape Gun (Dispenser) | Using the gun only to cut the tape. | Use the plastic wiper blade on the gun to smooth the tape down as you pull. |
| Automatic Machine | Relying on gravity or loose rollers. | Adjust spring tension on wipe-down rollers to compress the flaps. |
Does the temperature in my warehouse affect the pressure sensitivity of the adhesive?
Winter is coming, and I usually get calls about “bad tape” when the weather drops. I know it is stressful when tape suddenly stops sticking in January. The cold is likely the enemy, not the quality.
Temperature drastically affects pressure sensitivity because cold hardens the adhesive, turning it into a stiff plastic that loses its tack. In temperatures below 10°C (50°F), you must apply significantly higher pressure to force the stiff glue into the cardboard, or heat the tape before application.

Temperature and pressure are linked by physics. When your warehouse gets cold, the adhesive on the tape undergoes “Thermodynamic Hardening.” This means the glue physically hardens. It loses its ability to flow. It stops acting like a sticky liquid and starts acting like a solid piece of plastic.
The Dahlquist Criterion
There is a scientific rule for this called the Dahlquist Criterion. For any PSA to stick, its internal stiffness (elastic modulus) must drop below 300,000 Pascals. If your warehouse is freezing, the stiffness of the adhesive rises above this number. The tape literally refuses to stick. It is not defective; it is just frozen.
In these conditions, standard pressure is not enough. You have two choices: raise the temperature or raise the pressure. Since heating a whole warehouse is expensive, you must increase the application pressure to compensate for the stiffness of the glue.
Time-Pressure Equivalence
If you are packing fragile items and cannot smash the box with high pressure, you can use a principle called Time-Temperature Superposition. This means that time can replace pressure. If the tape is cold and hard, you can rub it slower or hold your hand over it for a few seconds.
The heat from your hand and the longer “dwell time” allow the adhesive to slowly “creep” into the surface fibers. This is why a quick swipe might fail in winter, but a slow, firm rub will succeed.
Storage Recommendations
To avoid these pressure issues, we recommend specific storage conditions for our Wingtai tapes:
| Condition | Ideal Range | Impact on Pressure Required |
|---|---|---|
| Storage Temperature | 20°C to 25°C (68°F – 77°F) | Normal pressure is sufficient. |
| Cold Warehouse | Below 10°C (50°F) | High pressure required; adhesive is stiff. |
| Hot Warehouse | Above 40°C (104°F) | Low pressure needed; adhesive is very soft (but may ooze). |
Can my supplier provide technical guidelines on pressure settings for my automatic taping machines?
Buying expensive machines does not guarantee perfect sealing. I visit factories where the machine is just “kissing” the box. You need to calibrate your equipment to get the return on your investment.
Your supplier should provide specific pressure settings for the wipe-down rollers on your automatic taping machines. These rubber wheels are critical for activating the bond; they must have enough spring tension to compress the tape firmly against the flaps without crushing the box.
If you use an automatic carton sealer, you cannot just set it and forget it. The machine has a specific component designed to do the job of your hand: the wipe-down rollers. These are usually the black rubber wheels located immediately after the tape application head.
The Function of Wipe-Down Rollers
Many operators think these rollers are just there to guide the box out of the machine. This is wrong. Their job is to hammer the tape onto the box. If the spring tension on these rollers is too loose, the tape is merely laid on top of the cardboard. It will pop open later.
You must calibrate these rollers so they apply significant force. They need to compress the major flaps of the box slightly. This ensures that the tape is driven deep into the fibers.
Dust as a “Dry Lubricant”
This is especially important in dusty warehouses. Dust settles on your corrugated boxes and acts as a “dry lubricant.” It is like trying to stick tape to a box covered in flour. If you apply light pressure, the tape sticks to the dust, not the box. It will fall off within hours.
The wipe-down rollers need enough force to push the adhesive through the dust barrier. The pressure pushes the dust aside and allows the glue to contact the paper fibers underneath.
Shear-Thinning Activation
There is another physics trick that machines use called Shear-Thinning 2. When you rub tape firmly or when a machine roller presses hard, it creates shear force. This force temporarily reduces the viscosity (thickness) of the adhesive.
For a split second, the solid glue turns into a liquid flow. This allows it to penetrate the fibers instantly. As soon as the pressure is released, the glue returns to its solid state, locking the bond. If your machine runs too slow or with too little pressure, you do not get this shear-thinning effect, and the bond is weak.
Machine Calibration Checklist
Ask your maintenance team to check these points weekly:
| Machine Part | Check For | Action |
|---|---|---|
| Wipe-Down Rollers | Worn out or hard rubber. | Replace if they are not grippy and soft. |
| Spring Tension | Too loose (rollers bounce). | Tighten springs to ensure firm compression. |
| Tape Head Height | Set too high. | Lower it so it presses the box flaps down. |
| Blade Condition | Dull blade. | A dull blade pulls the tape, reducing contact. |
Why is the tape lifting off the boxes if I don’t apply sufficient wipe-down pressure?
There is nothing worse than seeing your brand’s boxes opening up on a pallet. I have analyzed many claims of “defective glue,” only to find the tape was never really pressed down. It is a preventable loss.
Tape lifts off boxes without sufficient pressure because the adhesive only bonds to the surface dust or high points of the cardboard, leaving gaps. This weak “bridging” bond cannot overcome the box flaps’ natural spring force or the tape’s own elastic memory, causing it to detach.
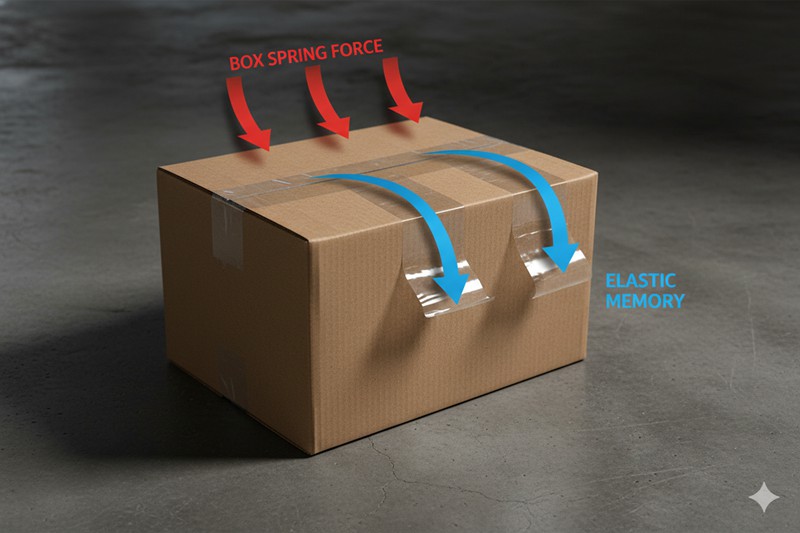
When tape lifts, we call it “flagging” or “popping.” It usually happens at the ends of the tape strip or where the box flaps meet. This is almost always a battle between two forces: the holding power of the glue and the “elastic memory” of the tape backing.
The Battle of Forces
The plastic film (BOPP) used to make tape is stretched during manufacturing. It has elastic memory 3, meaning it always wants to snap back to being a flat, straight piece of plastic. When you fold it over the edge of a box, you are forcing it to bend. The plastic is constantly trying to straighten out.
If you do not apply enough pressure, the adhesive bond is weak. It is weaker than the force of the plastic trying to straighten out. Eventually, the plastic wins, and the tape lifts off the box.
The “Pop-Open” Force
In addition to the tape’s memory, the corrugated box itself fights back. When you fold the flaps down, they want to spring back up. We call this the “memory” of the cardboard.
If you have a weak bond because of low pressure (e.g., only 40% contact), the upward pressure of the box flaps will slowly peel the tape away. It might hold for an hour, but as the temperature changes or the box is moved, it will pop.
Visualizing the Failure
Imagine the surface of your cardboard box is a mountain range of hills and valleys.
- Low Pressure: The tape sits on the peaks of the mountains. Air is trapped in the valleys. Moisture can get in. Dust can get in. The bond is fragile.
- High Pressure: The adhesive is pushed down into the valleys. It grabs the sides of the mountains. There is no air trapped. The bond is solid.
To prevent lifting, you must ensure that the “holding force” (Adhesion) is greater than the “lifting force” (Elastic Memory + Box Spring). The only way to increase the holding force without changing the tape is to increase the contact area through pressure.
Conclusion
Tape is not magic; it is engineering. You must apply pressure to activate the adhesive, break through dust, and overcome the memory of the plastic. At Wingtai, we help you calibrate your process to ensure every seal is secure with our pressure sensitive tape.
Footnotes
- Scientific overview of how pressure-sensitive adhesives function without requiring heat or solvents to activate. ↩︎
- Rheological phenomenon where fluid viscosity decreases under stress, allowing better adhesive flow. ↩︎
- The tendency of polymer films to return to their original shape, creating lifting forces on boxes. ↩︎